Xtend Packaging for Cantaloupe and Galia Melons
Improving postharvest yields and preserving freshness through packaging design

Xtend modified atmosphere/modified humidity (MA/MH) packaging for melons is to this day StePac’s flagship product and one with which the company made its first real breakthrough into the fresh produce industry almost 20 years ago.
StePac developed a simple but effective way of solving the problem, which is still used today. Due to the way it was being applied on the stem, the distribution of fungicide was non-uniform and not always effective. We tested and showed that a ‘baby bottle” filled with fungicide and having a sponge plug at the end allowed for local application of the fungicide on the stem end of the melon and assured uniform distribution and consistent dosage (Fig. 1). This technique considerably reduced decay incidence in all subsequent shipments.”

Fig. 1: The “baby bottle” technique proved to be most effective for assuring uniform application and consistent dosage of fungicide on the stem end of melons.
Many additional improvements were made at that time and quality of arrivals improved substantially. The Brazilian export market for Galia and Cantaloupe melons had evolved. Today, millions of cartons of Galia and Cantaloupe melons are exported from Brazil every year in Xtend packaging.
Success in Brazil was soon replicated in Central America. Mark Giminez, a postharvest scientist and StePac’s leading melon specialist was instrumental in facilitating this. Agrolibano of Honduras was the first major company in Central America to adopt Xtend technology for exporting Cantaloupes and Galias around the world, employing valuable technical support provided by Mark Giminez. Their success encouraged growers and exporters in other Central American countries including Costa Rica and Guatemala to begin using the technology for maintaining freshness and reducing fruit loss and quality claims in transatlantic shipments as well as for shipments from Central to North America. Today, millions of cartons of Galias and cantaloupes are shipped by sea in Xtend packaging to Europe and North America per year.
As with all Xtend packaging products, achieving consistently good results is dependent not only on packaging but also good pre- and postharvest handling practices including sanitation, efficient cooling techniques and good temperature management throughout the supply chain.
To this day, Ivo and Mark continue to work closely with their customer base, providing them with invaluable advice on postharvest handling and the latest technologies for upgrading their operations and enhancing quality. StePac routinely checks the quality of melons upon arrival to destination markets and reports the findings back to the customers. If necessary, StePac is always on standby to tweak packaging design in order to enhance performance. This has been key to the sustained success of the technology.

Fig. 2: Inspections of Galia melons upon arrival at destination markets
In addition, over the years, StePac has worked together with numerous seed companies in a vertically integrated approach to design the most suitable packaging design for preserving freshness of newly developed melon varieties.
The advantage of this approach is that it ensures that new high quality varieties are sold together with the most appropriate packaging solutions for maintaining freshness and quality. It also facilitates commercialization of high quality varieties that their only downfall is a short shelf life and is a point of difference for seed companies and StePac – unlike some competitors, the Seed Company offers postharvest solutions for the harvested fruit or vegetables and unlike other MAP manufacturers, StePac offers tailor made packaging.
Modified Atmosphere/Modified Humidity (MA/MH) Packaging – The Xtend Difference
Xtend patented modified atmosphere/modified humidity (MA/MH) packaging not only provides the optimum gas compositions that slow down respiration, inhibit the action of ethylene and inhibit decay, but also on account of using proprietary blends of polymers characterized by high water vapor transfer rates (WVTR), the packaging eliminates excess moisture (Fig. 3). Excess moisture is conducive for decay and will often necessitate repacking. Different polymers are used for different applications based on sensitivity to moisture and dehydration and the permeability of the film is manipulated to provide optimum gas compositions for the produce and weight to be packed.
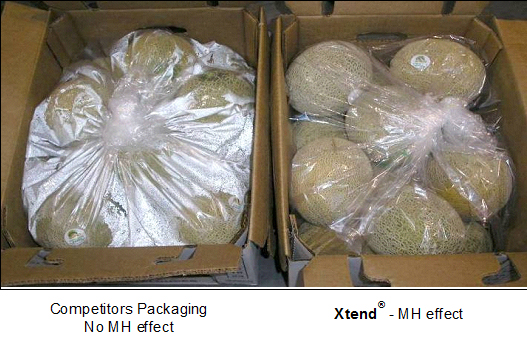
Fig. 3. Excess moisture and its removalby Xtend



